Zhanjiang Fullsun Electrical Appliances Co., Ltd. is a professional OEM/ODM manufacturer specializing in rice cookers, electric kettles, and other small kitchen appliances. Our company is located in Zhanjiang, Guangdong Province, China, strategically positioned near major ports and international logistics hubs, ensuring efficient global delivery services.
Since its establishment in 1997, Fullsun has been dedicated exclusively to the kitchen appliance industry. With over 25 years of professional experience, we have become a trusted partner to global brands and distributors across more than 50 countries and regions, including Southeast Asia, Europe, the Middle East, and South America.
Modern Manufacturing Facility & Efficient Production Capacity
Fullsun operates a modern manufacturing base covering 40,000 square meters, with 20,000 square meters of standardized workshops. We currently run two semi-automated production lines, incorporating advanced processes such as mold development, injection molding, assembly, quality testing, and packaging.
Our streamlined production management system and skilled workforce enable us to achieve an annual output of over 1 million units of rice cookers and electric kettles. The company’s annual production value exceeds RMB 100 million (approx. USD 14 million). We ensure 50 day delivery cycles, allowing our partners to quickly capture market opportunities and maintain their competitive edge.
Employee Development & Technical Expertise
Fullsun fosters a professional and inclusive working environment. Our team includes experienced engineers, designers, and production specialists dedicated to continuous innovation and product improvement.
Our R&D team focuses on developing cutting-edge technologies, including:
IH (Induction Heating) systems
Smart microcomputer control technology
Eco-friendly, energy-efficient materials
By investing in talent development and cross-functional collaboration, we ensure our team remains at the forefront of the kitchen appliance industry.
MANUFACTURING EXCELLENCE & QUALITY CONTROL
Fullsun applies rigorous quality management protocols at every stage of production:
Incoming Material Inspection
In-Process Quality Control (IPQC)
Automated Functional Testing
Final Product Inspection Before Shipment
We invest heavily in R&D and precision engineering, with a dedicated technical team constantly improving product design, functionality, and energy efficiency. Our fully automated assembly lines and advanced testing systems ensure precision, consistency, and reliability in every unit produced.
WHY FULLSUN?
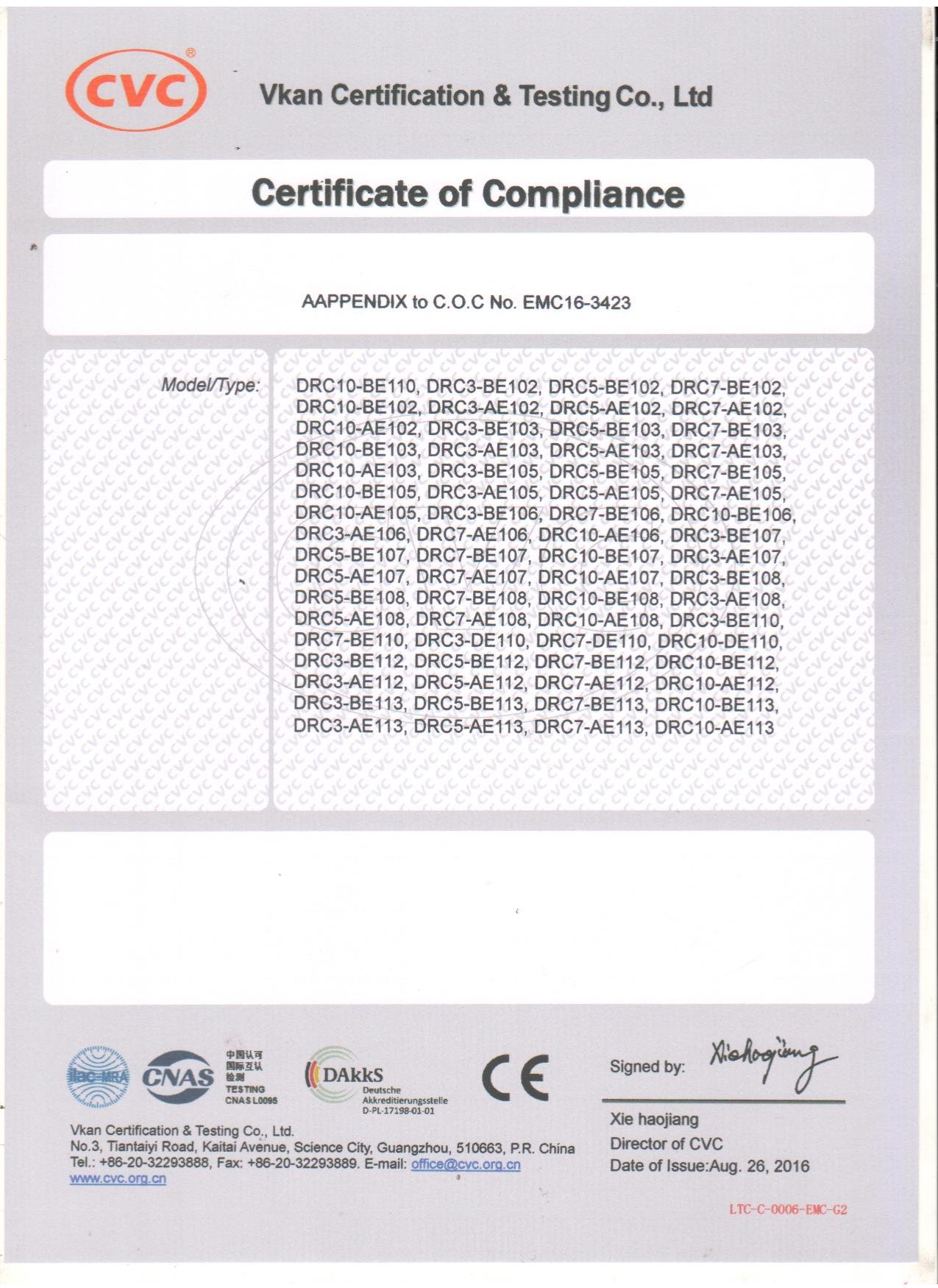
At Fullsun, product quality is our top priority. We strictly implement the ISO 9001 International Quality Management System and have obtained multiple international certifications, including GS, CE, CB, RoHS, LFGB, and EMC.
25+ Years of Specialized Experience in Rice Cookers & Kettles
Advanced Automated Production Facilities
Comprehensive Quality Assurance Systems
Dedicated R&D Team Focused on Innovation
Global Market Certifications and Compliance
Reliable OEM/ODM Solutions with Flexible Customization
Commitment to Punctual Delivery and After-Sales Support
Sustainability & Social Responsibility
Fullsun is committed to sustainable development, implementing environmentally friendly materials, energy-saving designs, and low-carbon manufacturing practices. We aim to provide safe, healthy, and eco-conscious kitchen appliances for consumers around the world.
We also place great importance on intellectual property protection, holding multiple invention patents and utility model patents that demonstrate our dedication to technological advancement and continuous innovation.
Certifications & Company Qualifications
Fullsun’s comprehensive quality assurance system ensures our products meet the stringent standards required for global market access. We have achieved ISO 9001 Quality Management System Certification, reflecting our commitment to consistent quality management practices. Our products hold CE, CB, GS, RoHS, LFGB, and EMC certifications, demonstrating compliance with international safety, health, and environmental protection standards. Additionally, we possess multiple invention and utility model patents, underscoring our dedication to innovation.
Our collaborations with international brand partners have led to supplier certifications, and we maintain credit rating and occupational health and safety certifications, further emphasizing our commitment to excellence and corporate responsibility.